Aluminum foil is a staple material in various industries due to its unique properties that set it apart from other materials. Among the types of aluminum foils, 8011 aluminum foil stands out for its notable features and diverse applications. This article will delve into what 8011 aluminum foil is, its characteristics, and the immense range of its uses in multiple sectors.
What is 8011 Aluminum Foil?
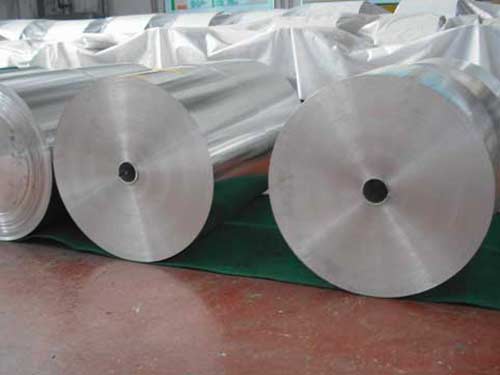
8011 aluminum foil is an aluminum alloy recognized for its excellent flexibility and resistance, available in various thicknesses to cater to specific needs. In addition, cast into rolls, this foil boasts excellent barrier properties, making it impermeable to air, light, and moisture—the trifecta that ensures superior protection and preservation of contents enclosed within.
Characteristics of 8011 Aluminum Foil
1. Excellent Barrier Properties
One of the leading features of 8011 aluminum foil is its exceptional barrier quality, making it highly effective in protecting products from external elements. This foil provides a significant barrier to light, moisture, and oxygen, rendering it suitable for various packing applications where product integrity is vital.
2. Corrosion Resistance
Aluminum foils have inherent corrosion resistance, meaning they don’t react with many chemicals, ensuring food safety and preservation. 8011 aluminum foil's ability to resist corrosion makes it particularly valuable in industries such as food processing, pharmaceuticals, and electronics.
3. Heat Retention
8011 aluminum foil excels in applications demanding high thermal conductivity as it can easily retain heat while simultaneously reflecting and spreading it evenly. This property makes it a popular choice for reflective heat insulation in packaging equipment and appliances.
4. Lightweight yet Durable
Although incredibly light, 8011 aluminum foil does not compromise on strength. This durability ensures that items packed with aluminum itself or in combination with cardboard or plastics retain their integrity, providing top-notch protection during transportation and storage.
Applications of 8011 Aluminum Foil
1. Food Packaging
The primary and most common application of 8011 aluminum foil is for food packaging. Its crucial barrier properties reside in preventing spoilage and contamination, making it ideal for packaging cooked and processed foods, dairy items, frozen foods, and snack products. Foil packs are especially useful for meals that demand longer shelf-lives, as they thwart the invasion of oxygen and moisture.
2. Pharmaceutical Packaging
The reliability of 8011 aluminum foil as an impervious barrier has led to its extensive use in packaging pharmaceutical products. It shields moisture-sensitive medicines and vaccines, ensuring their stability and potency are maintained throughout their shelf life.
3. Cosmetics Industry
Similarly, the cosmetics industry benefits, as 8011 aluminum foil successfully protects products from contaminants and loss of efficacy. Eye creams to moisturizers remain intact due to 8011 aluminum’s capability to block air and light.
4. Insulation Materials
8011 aluminum foil’s ability to reflect heat has made it favorable in creating high-quality insulation materials for residential and commercial buildings. This application promotes energy efficiency and consistent indoor temperatures, furthering the push for sustainable construction methodologies.
5. Electrical Conductivity
While aluminum is not machine-compatible with conductive or semi-conductive usages, its various conductive characteristics with added materials allow 8011 aluminum plays an invaluable role in industries dealing with electric power and thermal applications.