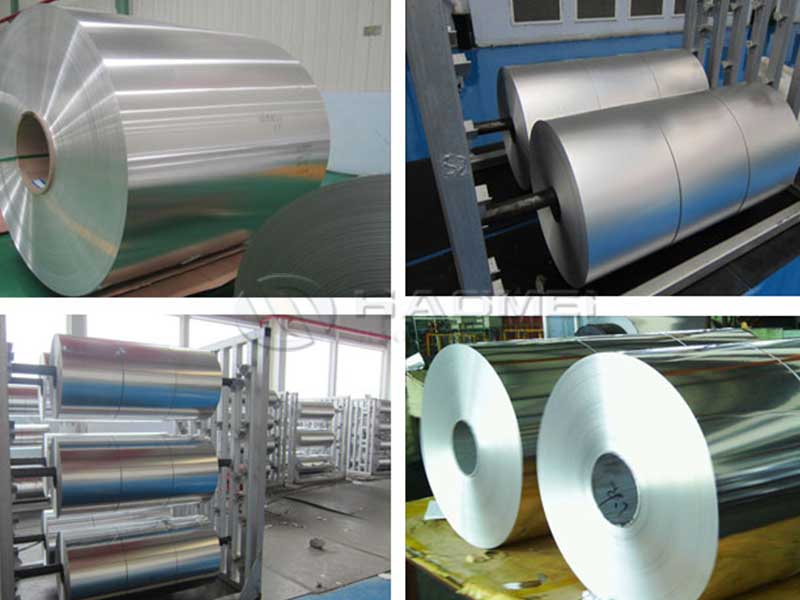
In today's manufacturing landscape, 8011 aluminum foil has emerged as a vital component across various industries due to its impressive features and wide-ranging applications. This unique aluminum alloy offers numerous benefits that go beyond traditional aluminum smarts, revolutionizing how companies package products, manage household items, and even innovate in food preparations. Let’s explore the key advantages of 8011 aluminum foil.
Unique Features of 8011 Aluminum Foil
1. Superior Barrier Properties
One of the standout features of 8011 aluminum foil is its excellent barrier properties. This means it provides outstanding resistance against moisture, air, light, and bacteria, essential for maintaining food quality and extending shelf life. Its impermeability makes it ideal for food packaging, pharmaceuticals, and other sensitive materials that require protection from external pollutants.2. High Strength and Ductility
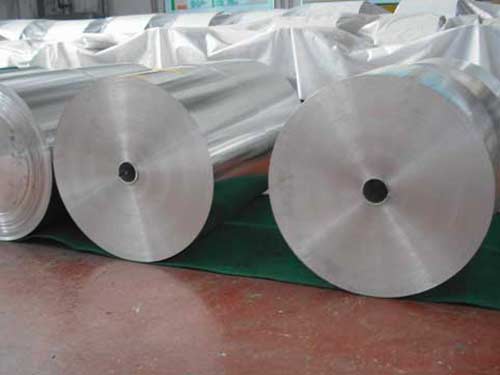
Independently of its thinness, 8011 aluminum foil boasts high tensile strength and remarkable ductility. This combination allows producers to fabricate it into various shapes and sizes without cracking or breaking. The foil's robustness helps ensure safe transportation and handling.3. Non-toxic Composition
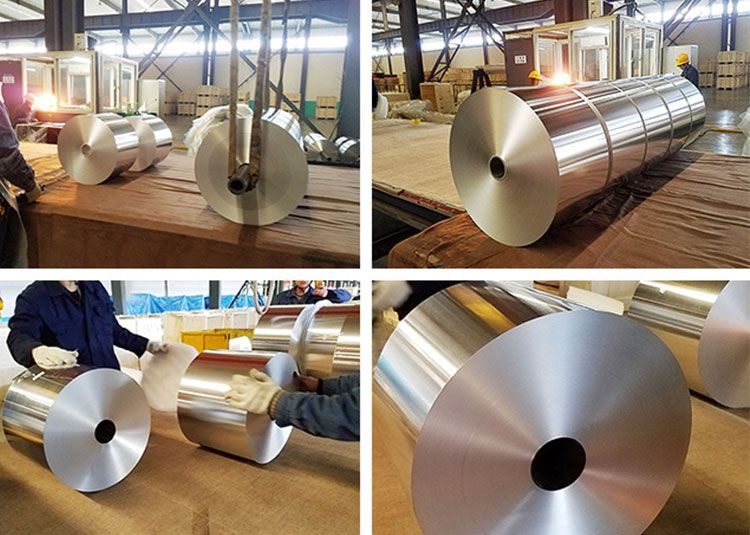
Another benefit of 8011 aluminum foil is its non-toxic nature, making it safe for food contact and preserving the natural flavors of a wide array of products, including dairy, snacks, meals, and even pharmacy drugs. Companies can confidently use this foil in food packaging without concerns over chemical leaching or contamination.4. Sustainability
In the quest for an eco-friendly packaging solution, 8011 aluminum foil emerges as a forerunner. Not only is aluminum 100% recyclable without a degradation of quality, the efficient use of this material helps in cutting down on waste, reducing resource consumption, and decreasing transportation costs, making it an appealing choice for environmentally conscious brands.Diverse Applications of 8011 Aluminum Foil
The versatility of 8011 aluminum foil extends into various industries, timely commodores driving efficiency and product presentation.