Aluminum foil is a ubiquitous household and industrial staple that often goes unnoticed despite its critical roles. Beyond simply wrapping leftovers or covering food containers, aluminum foil's unique properties make it indispensable across multiple domains. By its technical foundation and varied applications, we uncover how this unassuming sheet of metal operates as a multipurpose material engineered for strength, flexibility, and functionality.
The Technical Backbone: What Makes Aluminum Foil So Special?
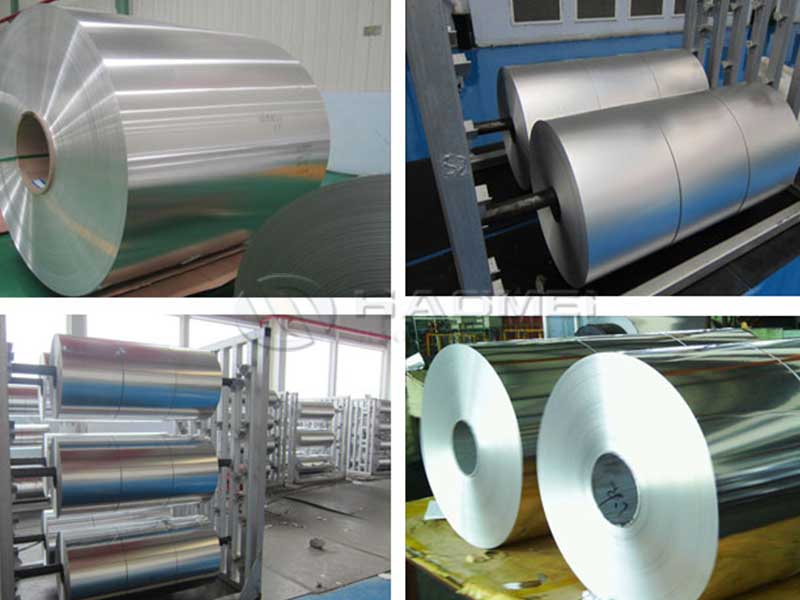
Aluminum foil is manufactured by rolling thin sheets of aluminum metal until they are under 0.2 millimeters thick. This extremely thin layer maximizes aluminum’s innate properties, such as:
- High thermal conductivity: Aluminum is excellent at conducting heat. This quality enables foil to reroute heat efficiently—whether maintaining a dish’s warmth or aiding in heat shielding.
- Lightweight yet durable: Aluminum foil achieves a rare balance of being both lightweight and surprisingly tear-resistant due to cold rolling which introduces compressive stresses enhancing its strength.
- Impermeability: When compacted into foils, aluminum forms an effective barrier against moisture, light rays, gases, and contamination.
- Reflectivity: The bright, reflective surface reflects up to 95% of visible light and infrared radiation, useful in insulation and preservation.
Culinary and Household Uses: Understated but Vital
Aluminum foil's familiar roles in kitchens highlight its multifunctionality:
- Heat control: Its thermal conductivity allows uniform heat distribution for baking casseroles wrapped tightly or roasting meats evenly without burning the surface.
- Moisture retention: Wrapping food tight traps steam, ensuring juiciness while smartly preventing dehydration by blocking moisture escape.
- Odor barrier: The thin foil prevents cross-contamination of food aromas and flavors stored together.
- Easy cleanup: Lining pans with foil provides a scratch-resistant and disposable surface communicating convenience complemented by hygiene.
Specialized Applications: Beyond Food Wrapping
Thanks to its technical traits, aluminum foil transitions fluidly into intricate industrial payloads:
- Pharmaceutical packaging: Its impermeability safeguards drug components from light and moisture degradation, dramatically improving shelf life and potency confidence.
- Electrical insulation & shielding: The conductive aluminum layer is integral in preventing electromagnetic interference (EMI) in cables and devices—critical in modern electronics so sensitive to data corruption.
- Thermal insulation in aerospace: Thin aluminum foils form part of multi-layer insulation blankets that protect spacecraft from extreme temperature fluctuations by reflecting solar radiation and trapping heat.
- Art restoration: Conservators use acid-free aluminum foils to protect delicate artwork surfaces temporarily against environmental exposure during displays or transport.
- Gardening: Oral tradition aside, the reflective surface tips stray insects away by scattering and disorienting them.