1050 Mirror Aluminum Plate: When "Pure" Metal Meets Optical Thinking
A 1050 mirror aluminum plate is often introduced as a simple product: high-purity aluminum made reflective. But the more useful way to understand it is to treat it like a surface-engineered material rather than just a sheet of metal. The alloy choice (1050) sets the "behavior of the body," while the mirror process defines the "personality of the skin." Customers who buy it successfully usually aren't chasing metal strength; they're chasing light control, aesthetic consistency, and stable fabrication in real-world production.
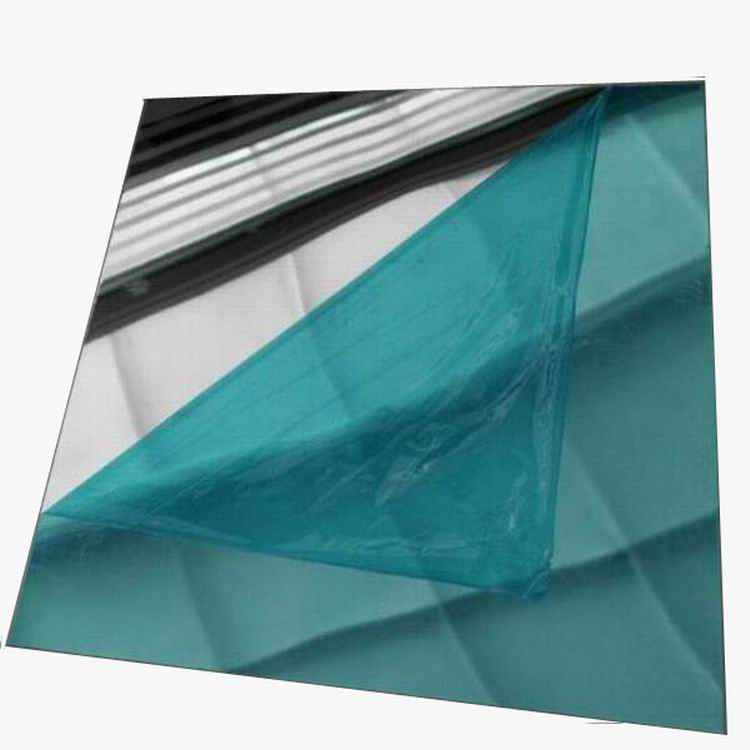
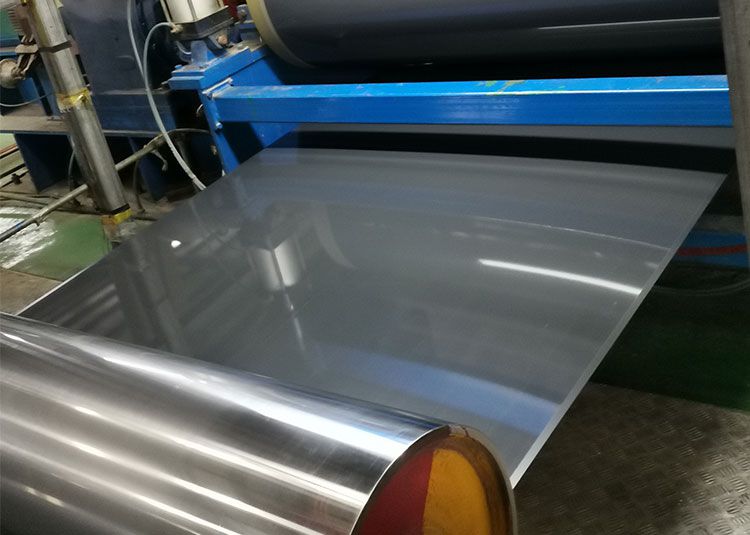
1050 mirror aluminum plate belongs to the 1xxx series, meaning it is essentially pure aluminum with excellent formability and corrosion resistance. The mirror finish is achieved through precision rolling, polishing, and typically anodizing or protective coating-steps that turn a soft, ductile alloy into a clean, high-clarity reflective surface that can be cut, bent, laminated, embossed, or bonded into commercial products.
What makes 1050 a natural "mirror alloy"
Mirror aluminum is not only about reflectivity; it's about how evenly the surface responds to processing. 1050 aluminum has very low alloying content, so it tends to produce a more uniform surface after polishing and bright finishing. That uniformity matters in applications such as:
Architectural trim and decorative wall panels where "wave" distortion is unacceptable
Lighting reflectors, lamp shades, and luminaire components that depend on consistent light throw
Signage, display backboards, and retail fixtures where clarity and cleanliness drive perceived quality
Interior panels, ceiling systems, and appliance skins that need a premium look without heavy weight
Because 1050 is soft compared to high-strength alloys, it is especially friendly to forming operations. If your fabrication includes deep bending, edge folding, or tight-radius shaping, 1050 mirror aluminum is often more forgiving than harder alloys.
Typical parameters customers ask for
In purchasing, "mirror aluminum" can mean several reflectivity levels and surface systems. A practical specification typically includes thickness, temper, mirror grade, and protective film. Common commercial ranges include:
Thickness range: 0.3 mm to 6.0 mm (mirror sheet is commonly 0.5–3.0 mm)
Width: commonly 1000 mm, 1220 mm, 1250 mm, 1500 mm (custom slit available)
Length: commonly 2000 mm, 2440 mm, 3000 mm (custom cut-to-length available)
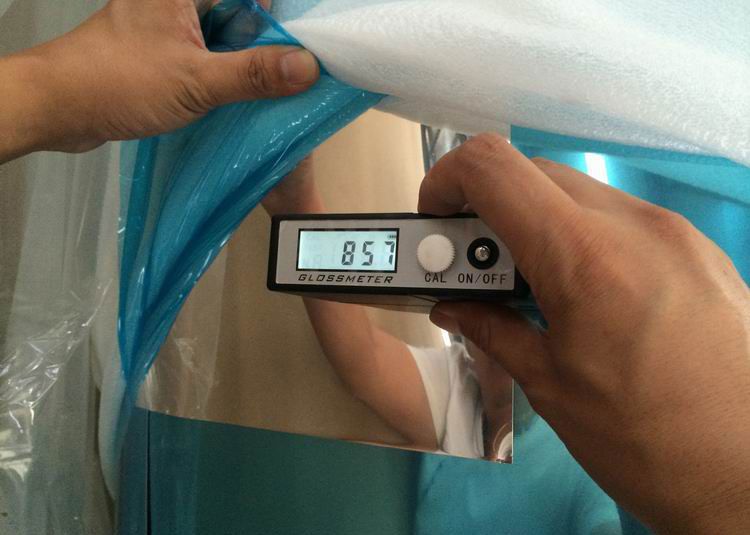
Mirror reflectivity (typical): around 80%–90% depending on finish route and coating
Surface protection: PE/PVC film, paper interleaf, or export packing for scratch control
Surface options: bright polished, anodized mirror, color anodized, or coated mirror
A buying note: reflectivity depends on measurement method and angle, so it's wise to align on a test standard or a sample approval before bulk production.
Temper selection: choosing how the plate "behaves" in fabrication
Tempering is the quiet detail that determines whether a mirror plate bends gracefully or fights back.
O temper (annealed) emphasizes maximum ductility. It's the best choice when you need aggressive forming, deep drawing, or complex bending. It scratches more easily during handling, so film protection and clean tooling matter.
H14/H24 temper provides moderate hardness and better dent resistance while remaining formable for general bending and panel work. It's often chosen for architectural and decorative parts that must stay flatter during installation.
H16/H18 tempers increase hardness further, improving stiffness and surface durability but reducing bending tolerance. These are often used when flatness and rigidity are critical and forming is minimal.
For mirror surfaces, temper also affects how visible "handling marks" become. Harder tempers may reduce small dents, while softer tempers may tolerate shaping better. The right answer depends on your process route, not just the final look.
Implementation standards and common compliance references
1050 mirror aluminum plate is typically produced and verified under recognized aluminum sheet/plate standards, then controlled by internal mirror-finish inspection criteria. Common references include:
ASTM B209 for aluminum and aluminum-alloy sheet and plate (widely used for dimensional and general requirements)
EN 485 series for aluminum sheet/plate tolerances and mechanical properties (EU-oriented supply chains)
JIS H4000 / JIS H4040 (commonly referenced in Asian markets depending on form and product scope)
RoHS and REACH compliance expectations for many decorative and consumer-facing applications
Mirror finish itself is often managed by supplier-defined grades, sample boards, and quality criteria such as surface waviness control, pinhole limits, scratch tolerance, and uniformity under specific lighting angles.
The mirror effect is what you see first, but customers often stay loyal because of what they don't see: stability in processing.
1050 mirror aluminum plate typically offers:
Excellent corrosion resistance in normal environments due to aluminum's natural oxide film
High thermal conductivity, making it suitable for lighting and thermal-related assemblies
Strong formability, supporting bending, rolling, and shaping without cracking when temper is chosen correctly
Low density, giving large-area decorative coverage without structural weight penalties
If you're using it for lighting reflectors, consider the full optical stack: reflectivity level, anodized layer quality, and surface cleanliness. A slightly lower reflectivity but more stable coating can outperform a brighter surface that hazes or scratches easily during assembly.
Chemical composition of 1050 aluminum (typical limits)
1050 is defined mainly by its aluminum purity. Exact limits can vary slightly by standard, but the composition is generally represented as follows:
| Element | Composition (wt.%) |
|---|---|
| Aluminum (Al) | ≥ 99.50 |
| Silicon (Si) | ≤ 0.25 |
| Iron (Fe) | ≤ 0.40 |
| Copper (Cu) | ≤ 0.05 |
| Manganese (Mn) | ≤ 0.05 |
| Magnesium (Mg) | ≤ 0.05 |
| Zinc (Zn) | ≤ 0.05 |
| Titanium (Ti) | ≤ 0.03 |
| Others (each) | ≤ 0.03 |
| Others (total) | ≤ 0.10 |
This chemistry is one reason 1050 is favored for consistent bright finishing: fewer alloying elements means fewer microstructural surprises during polishing and anodizing.
Practical handling notes that protect mirror value
A mirror surface is a "finished product" before it becomes your finished product. To preserve yield, customers often treat mirror aluminum like a semi-optical component:
Use clean gloves and dust control to avoid micro-scratches
Keep protective film on through cutting and bending when possible
Use non-marking dies and well-maintained rollers for forming
Avoid dragging sheets; lift with padded supports
Match cleaning chemicals to the surface system, especially for anodized mirror finishes
Even an excellent mirror plate can look average if the fabrication line treats it like commodity sheet.
The takeaway: 1050 mirror aluminum plate is a surface-first material
From a distinctive viewpoint, 1050 mirror aluminum plate is less about "metal strength" and more about "surface certainty." The alloy provides purity, formability, and corrosion resistance, while the mirror process transforms it into a controllable reflective plane that can elevate lighting efficiency and visual design. When you specify it with the right temper, realistic reflectivity targets, and standards alignment, you're not just buying aluminum-you're buying repeatable appearance.