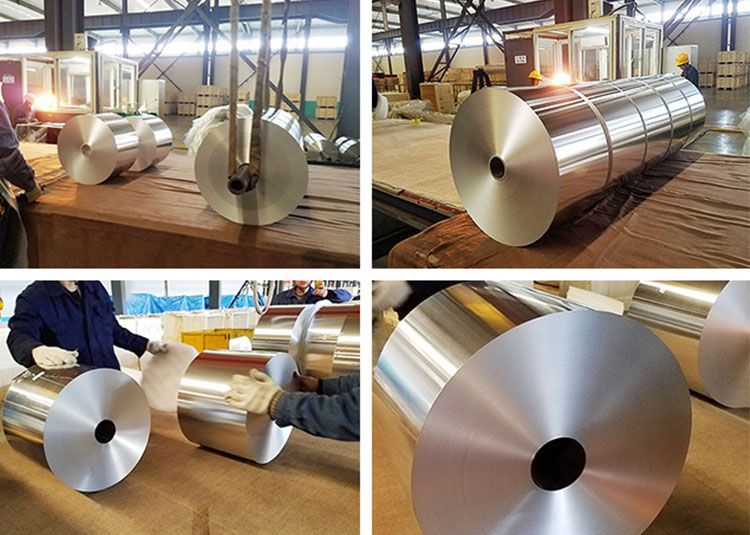
When one thinks of aluminium foil, the mind often drifts towards kitchen use, but the story of 1070 aluminium foil tells a much more nuanced tale of versatility, industrial application, and a range of properties that elevate it above the mundane. This unique alloy—composed of at least 99.7% aluminium—stands out not only through its physical properties but also due to its multifunctional use across various sectors.
Features of 1070 Aluminium Foil
1. Exceptional Purity and Ductility The hallmark of 1070 aluminium foil is its exceptional purity, with a composition that provides greater flexibility and malleability than lower-grade alloys. This aspect makes it easy to manipulate for a wide array of professional applications.
2. Lightweight Strength Despite its lightweight nature, renowned for being one of the lightest metals, 1070 aluminium foil offers commendable strength, making it an excellent choice for applications where balance between strength and weight is crucial.
3. Corrosion Resistance Like most other aluminium alloys, 1070 boasts excellent corrosion resistance. This feature is vital in settings where the material may be exposed to moisture or chemicals—that makes it all the more valuable in both packaging and industrial uses.
4. Thermal Conductivity Another signing feature of 1070 aluminium foil is its high thermal conductivity. This property allows the foil to efficiently transfer heat, solidifying its standing as an optimal choice in electrical and electronic applications.
5. Non-toxic and Eco-friendly In a world that progresses towards sustainability, 1070 aluminium's non-toxic property is a big boon. It’s safe for food packaging and can be recycled without degradation of quality, highlighting its eco-friendly credentials.
Diverse Applications of 1070 Aluminium Foil
1. Food and Beverage Packaging The food industry primarily leverages 1070 aluminium foil for its impermeable barrier properties that ensure freshness and prevent the oxygen degradation of food. Common applications include wrap, containers, and insulation for meals and beverages.
2. Electrical Insulation Owning to its thermal and electrical conductivity, 1070 aluminium foil is utilized as an electrical insulation material in manufacturing capacitors and electrical wires. It's prized for the balance between being thin enough for compactness while retaining structural integrity.
3. Reflective Insulation and Radiant Barriers Used in radiant barriers and reflective insulation, this foil minimizes heat transfer. The reflective surfaces of 1070 foil further enhance energy efficiency in both residential homes and commercial buildings—effectively keeping them cool in hot weather.
4. Decorative and Architectural Applications Thanks to its attractive finish paired with inherent durability, 1070 aluminium foil is used in decorative applications and architectural features. It not only serves a functional purpose but lends an aesthetically pleasing quality to various designs.
5. Pharmaceutical and Personal Care Packaging In the pharmaceutical industry, 1070 aluminium foil is an integral component for blister packaging, protecting medications from moisture and light, and thus maintaining their efficacy. Similarly, personal care products benefit from its protective qualities, safeguarding high-quality formulations within their packaging.